





不锈钢冲压弯头浇铸工艺的操作流程及方法
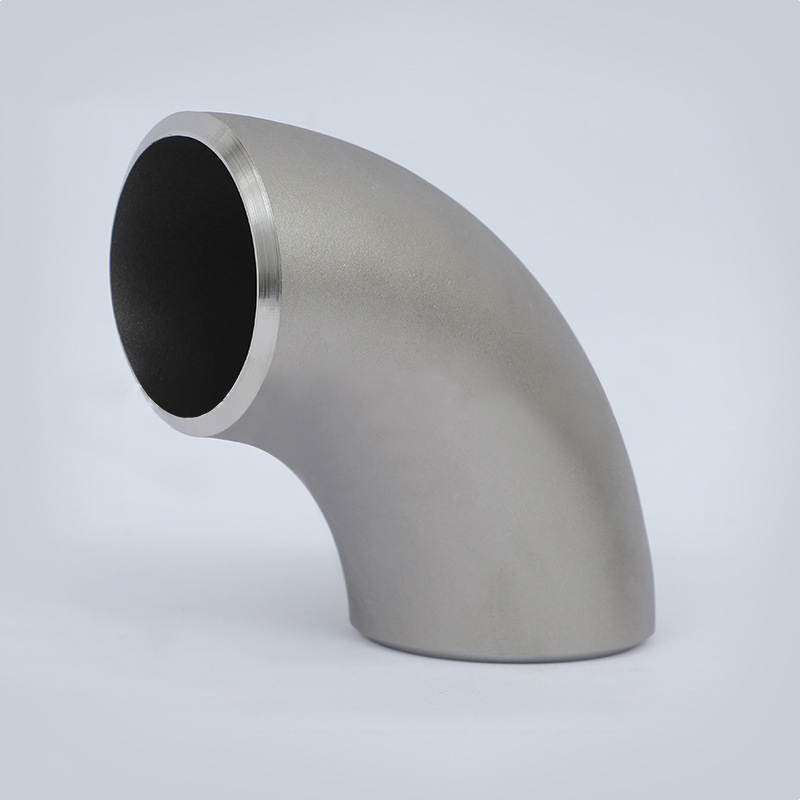
不锈钢冲压弯头是选用与管材相同原料的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。因为各类管道的焊接规范不同,通常是按组对点焊固定半成品出厂,现场施工依据管道焊缝等级进行焊接。因而,也称为两半焊接弯头。冲压加工的出产速率不错,且操作便利,易于完结机械化与自动化,这是因为冲压是依托冲模和冲压设备来完结加工,一般压力机的行程次数为每分钟90°对焊不锈钢冲压弯头可达几十次,压力要每分钟可达数百次乃至千次以上,并且每次冲压行程就可能有一个冲压件。
冲压不锈钢管件一般没有切屑碎料生成,资料的耗费较少,且不需其它加热设备,因而是一种省料,节能的加工办法,冲压件的本钱较低。冲压时因为模具确定了冲压件的尺度与形状精度,且一般不损坏冲压件的表面质量,而模具的寿数一般较长,所以冲压的质量安稳,互换性不错,具有"如出一辙"的特征。
加热的温度也是不锈钢冲压弯头的生产的重要因素,原来的生产都是靠肉眼观看差不多了烧红了直接拉出来压制,但是人的肉眼有时候很不好把握温度,温度是高了的话弯头不仅在炉内会掉落很多的氧化皮子而且厚度也会降低导致弯头的卖相不好再者便是温度越高弯头越软加工的时候稍微有点压力就变形了了弯头的外形也不好控制。温度稍微低点没事就是加大压力的事情。后期整理,不锈钢冲压弯头经过压制,大概的样子已经出来,还需要盘口,车口修磨等等环节这就是个细活了,不锈钢冲压弯头的外观取决于此。
不锈钢冲压弯头浇铸工艺的操作流程及方法:
1、水进入结晶器液面用保护渣(上方通氩)保护。
2、通过这样的保护,不锈钢冲压弯头中的氧含量将保持不变或有所降低。
3、不锈钢冲压弯头经长水口保护进入中间包液面钢水以下,中包加盖密封,同时长水口与中间包盖之间也要进行密封。
4、中包水通过浸入式水口进入结晶器,水口与中包之间进行密封。
5、不锈钢冲压弯头中包水用中包碱性渣保护,并在整个浇铸过程中吹入氩(氮)气保护。
6、中间包注入水前,中包充氩(氮)约6分钟使包内氧含量<2%。