









制造大口径厚壁不锈钢弯头的研究
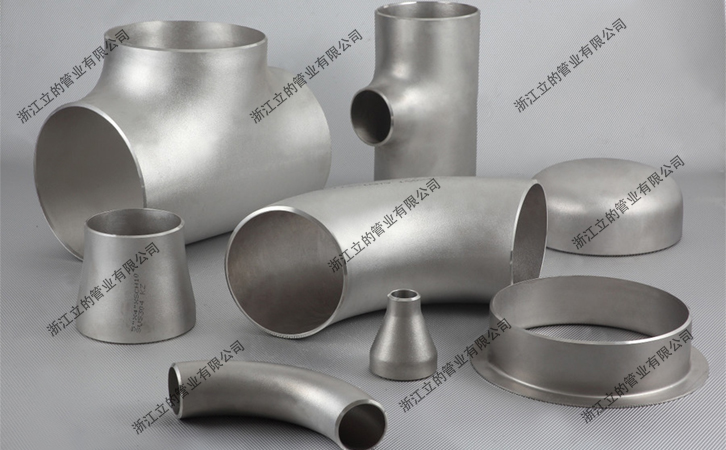
不锈钢弯头管件在汽车制造、航空航天、核能工程、石油化工、轻工机械等各个领域得到广泛的应用。一些石油化工、核工业用的壁厚难变形钢管的扩径推弯成形是当今金属管件成形的难点,也是金属管件扩径推弯成型的一项新技术。利用扩径推弯成形生产的金属管件比传统的方法手段节约金属材料,减轻结构重量,提高加工效率,改善产品性能和质量,降低生产成本等多方面的效果。据市场调差及文献分析,国内目前尚无外径大于400mm,壁厚大于30mm的不锈钢管的扩径推弯成形产品。为使生产过程顺利进行,立的管业从理论上分析这类管件扩径推弯成形时金属变形特性,制定出合理的扩径推弯工艺,设计出合理的模具,指导生产实践,成功地生产出0Cr18Ni9Ti厚壁90°弯头。

二、扩径推弯成形的基本特征
扩径推弯成形过程是将几个管坯一次套放在芯杆上,而后启动推送管坯装置,将管坯依次推送想推弯芯棒,管坯的前端被送至推弯芯棒变形区段的开始处,便开始被扩径弯曲。随着管坯沿推弯芯棒轴线向推弯芯棒出口端(大头端)推送,逐渐扩径和弯曲。当管坯尾端离开推弯芯棒出口端面时,便形成一个弯头。这种成形过程管件的壁厚保持不变。在扩径推弯成形过程中,芯棒及其形状的选择特别重要,合理的扩径推弯的芯棒应有四个区段:
导向段I:在此段内,推弯芯棒的直径小于管坯的内径,此段的作用是管坯定位与导向推送。
过渡段II:此段的作用是补偿管坯的计算内径与推弯芯棒开始部位直径的差别。
成型段III:此段内发生管坯的扩径和弯曲变形,管坯内外径是变化的,曲率由无穷大减小到1/Rb,成形段终止处推弯芯棒的直径等于弯头的直径。
整形段IV:此段的作用是平整,使得弯曲平面内的弯头直径与曲率半径符合要求。
变形区内的平面应变状态:轴向为压应力ep,圆周方向为拉应力,对应的产生轴向的压缩变形与圆周方向的拉伸变形第三个方向,即壁厚方向,基本没有变形X=0,弯曲前后的壁厚基本相等。
基于以上的变形特征,确定0Cr18Ni9Ti壁厚管扩径推弯成形的合理的芯棒形状和工艺参数。
三、芯棒的合理尺寸及温度分布
3.1 芯棒的合理尺寸
按弯头的成形过程,芯棒也可以分为三个区域,导向区的作用是正确引导管坯进入成形区(变形区);成形区的作用是扩径的同时进行弯曲;定径区的作用是定径,使与成品弯头的内径一致。
3.2 芯棒的温度范围和温度分布
一般情况下,晶粒越细,塑性越好。超塑性的晶粒尺寸条件是:平均晶粒直径d=1~10um而在900~1000℃范围,晶粒长大不明显,超过过溶温度1050℃,则有晶粒长大现象。温度越高,晶粒越大。考虑到现场实际情况,芯棒大头部分散热快,所以设计大头部位温度为1000℃,而在扩径开始处为850℃。
3.3 感应线圈的布置
各匝线圈的主要功能为:a)入口扩径处主要加热到850℃;b)其后的线圈主要是继续升温以及抵偿由于辐射而损失的热量。由变形区入口面的间隙取50mm,而后沿弧长到成形区出口面增加到70mm。芯棒上面线圈的间隙值相同,下面的线圈间隙值也相同。这样由于芯棒内弧线圈的间隙小于外弧,并且因内弧的一侧的辐射热作用,使得内弧的温度高于外弧一侧。
四、芯棒的材质与加工
为了能够顺利生产不锈钢弯头,必须使芯棒的强度满足要求。为提高芯棒的耐热性、强度及延伸率,可用Cr23Ni13或2Cr23Ni18 , 4Cr14Ni14W2Mo代替3Cr24Ni7N。
一般情况,皆采用耐热铸钢棒,但铸钢必然有由于温度分布不均,组织不均而产生的铸后剩余应力。如不进行退火消除这种剩余应力,则这种剩余应力必然保留在芯棒原材料中。
通常都是用砂轮打磨铸造芯棒坯。在打磨过程中,砂轮压磨处会产生局部过热,不仅可能有微裂产生,还会有热应力产生。为了减轻与避免打磨后有剩余应力存留于打磨的芯棒中,打磨前最好缓慢预热到450℃以上。
还应指出,在用样板检查打磨后的芯棒之前,还应用细砂轮轻压磨芯棒表面,使之有附加应力,抵消一部分有害的剩余拉应力。
如果不经铸后的退火与打磨前的预热以及检查前的精压磨,则会促使芯棒受感应圈加热时形成热应力,加上原有的剩余应力,使得芯棒处弧在高温处开裂。