
推荐产品 / Product
最新新闻 / New
工程案例 / Solution



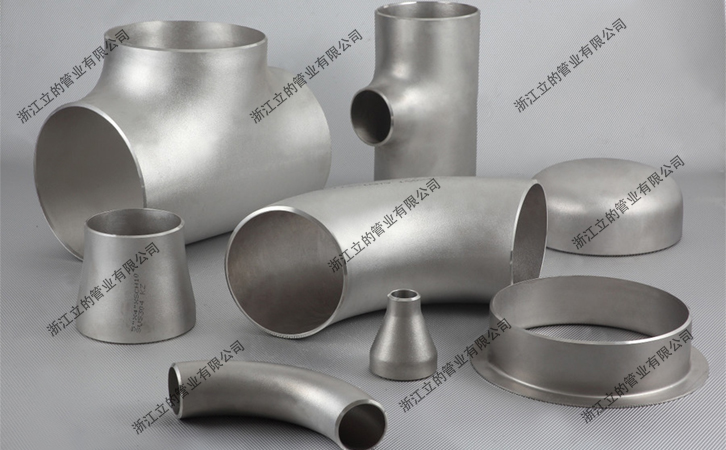






不锈钢对焊弯头的焊接工艺
Mar.17,2022
浏览量:1798
返回上一页
因为不锈钢对焊弯头大小不一,按照不锈钢对焊弯头的焊接独特的地方,尽可能减小热输入量,故采用手艺电弧焊,氩弧焊两种办法,采用氩弧焊打底,手艺电弧焊盖面。全用氩弧焊。①手艺电弧焊机采用直流反接,②焊前应将焊丝用不锈钢丝刷刷掉表面的氧化皮,并用洗濯;焊条应在200-250℃烘干一小时。③焊前将工件坡口两侧25mm范围内的油污等清理干净;④氩弧焊时,喷嘴直径Φ2mm,钨极为钵钨极;⑤氩弧焊焊接不锈钢时,反面有必要充氩气维护,才保证反面成形。采用在管道内局部充氩的办法,流量为5-14L/min,正面氩气流量为12-13L/min。打底焊时焊缝厚度应尽量薄,与根部熔合出色。
不锈钢对焊弯头采用平口联接对管材质量要求高,对排水铸铁管的外径椭圆度、壁厚及橡胶圈的物理功用都有较高的要求,因为平口的水密功用前提差,因此,除了严峻控制管材及管件等的本体质量外,高压法兰还要特殊留意管材和管件的端口维护,对焊弯头保证端口的椭圆度及平坦度。
在设备施工时应该严峻按照操作工序执行。冲压弯头特殊是在直管设备时每根管接口处需用立管卡将立管固定在修建物的承重墙上;横管在每个接口处均应加设吊架,在联接卫生用具较为集中的厕浴间处,假如横支管上联接卫生洁具的两个接口间隔不大于600mm,可在中心设置一个吊架。
无缝不锈钢对焊弯头是一种具有中空截面、周边没有接缝的长条钢材。无缝不锈钢对焊弯头的壁厚越厚,就越有经济性和合用性。
